

粉体转换阀与生产自动化是现代工业生产中不可或缺的重要组成部分。随着技术的发展,如何高效、自动地处理粉体物料,已成为许多制造业企业关注的焦点。在这一过程中,粉体转换阀扮演着关键角色。本文将深度探讨粉体转换阀的工作原理、功能、在生产自动化中的应用,以及其带来的优势与挑战。
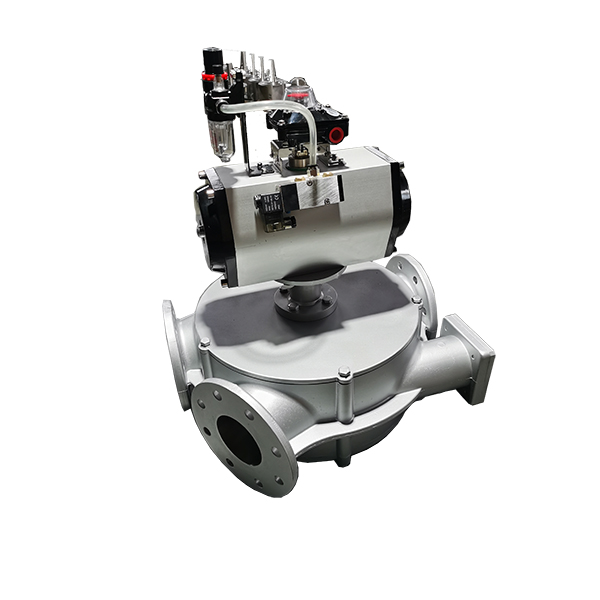
粉体转换阀的基本功能是控制粉体物料在不同管道之间的流动。它通常由阀体、密封件、驱动装置等组成。当需要改变物料流向时,转换阀会通过电动或气动驱动装置,快速准确地切换阀门位置,从而实现不同生产线或储存设备之间的物料转移。粉体转换阀的设计需确保在介质流动过程中的密封性,以避免物料泄漏,影响生产效率和环境安全。
在生产自动化的体系中,粉体转换阀的应用极为广泛。它可以与传感器、PLC(可编程逻辑控制器)、DCS(分布式控制系统)等自动化设备联动,实现对物料流动的实时监控和智能调节。例如,在制药行业,粉体转换阀能够根据配方要求,自动选择合适的粉体原料并进行投料,从而提高生产效率,减少人工操作,提高产品一致性。
粉体转换阀还可以应用于化工、食品、建筑材料等多个领域。在化工行业,通过精确控制粉体物料在储罐和反应釜之间的流动,确保各个生产环节之间的协同,进而提高生产线的整体成效。在食品行业,转换阀的密封性和卫生性尤为重要,能有效避免交叉污染,确保食品安全。
在实现生产自动化的过程中,企业在选择和维护粉体转换阀时也面临一些挑战。粉体物料的特性多种多样,如颗粒大小、形状、湿度等,都会影响阀门的工作效果。因此,企业在选型时应充分考虑到物料的特性,以确保阀门的可靠性和耐用性。粉体转换阀的故障可能导致生产线停滞,因此定期的维护和检修是必不可少的。企业还需关注自动化系统的软件更新与兼容性,确保整体系统的高效运行。
,粉体转换阀在生产自动化中扮演了不可替代的角色。它不仅提高了物料转移的效率,也降低了人工干预的风险,提升了生产的安全性与稳定性。随着工业4.0的推进,智能化、数字化成为发展趋势,粉体转换阀的智能化升级与数据分析将为企业带来更大的竞争优势。未来,随着新材料、新技术的不断出现,粉体转换阀的应用范围和功能将不断扩展,为制造业的持续发展注入新动力。
粉体转换阀与生产自动化的深度结合,不仅优化了制造流程,也推动了行业的技术进步,形成了现代工业发展的新格局。企业应积极拥抱这一技术潮流,通过不断创新与改进,实现更高效的生产模式和更优质的产品输出。
